I need to select the right laser source for my application, but I'm not sure where to start. What are the key factors I should consider?
Any laser source has three key components: Gain Media, Pump Source, and Resonator. For equipment buyers, you don't need to understand all the physics, but these four practical points will help your sourcing decision:
- Wavelength selection based on material absorption
- Maintenance considerations from pump source and resonator design
- Continuous wave vs. pulsed laser operation
- Average power vs. energy density requirements

Let's start with wavelength. How does that affect material processing?
1. Gain Media Determines Wavelength
The first rule for selecting a laser source is checking the wavelength, because different materials have different absorption rates for different wavelengths.As everyone knows, 1064nm wavelength laser beams are well absorbed by aluminum and steel, while 10600nm wavelength beams are well absorbed by organic materials like paper, wood, leather, and cloth.
Today, fiber laser (typically 1064nm) and CO2 laser (typically 10600nm) are the two most popular types. However, fiber lasers can produce 1060, 1500, 2000, 3000, 5000nm wavelengths with different trace elements, and CO2 lasers can generate 10600, 10300, or 930nm beams depending on gas mixture recipes.
What about maintenance costs? How do pump source and resonator design affect this?
2. Pump Source and Resonator Influence Maintenance
Field service technicians often refer to lasers by their pump source or resonator - like lamp pumped lasers, glass tube lasers, or air cooled/water chilled lasers.Older generation glass tube CO2 lasers and lamp pumped YAG lasers were popular, but their pump sources (lamps or glass tubes) are consumables requiring replacement every 500-1000 working hours. Their optic resonators use gold-coated mirrors with low energy utilization, requiring water chillers that add maintenance challenges.
Fiber lasers emerged in the late 90s and quickly captured 80% market share due to their new pump source and resonator design, offering "maintenance free" operation and long working life.
I've heard about CW and pulsed lasers. What's the difference and when should I choose each?
3. CW vs. Pulsed Laser Operation
Laser sources are categorized by beam output mode: Continuous Wave (CW) and Pulsed.In pulsed lasers, energy is compressed in the time dimension. Even though total energy doesn't change, the momentary peak power can be thousands or millions of times higher than average output power, allowing material vaporization instead of melting.
When pulse duration is controlled to nanosecond, picosecond, femtosecond, or even attosecond levels, these ultrafast lasers can achieve extremely high peak power.
For cutting and welding, most lasers are CW, while for micromachining and engraving, most are pulsed.
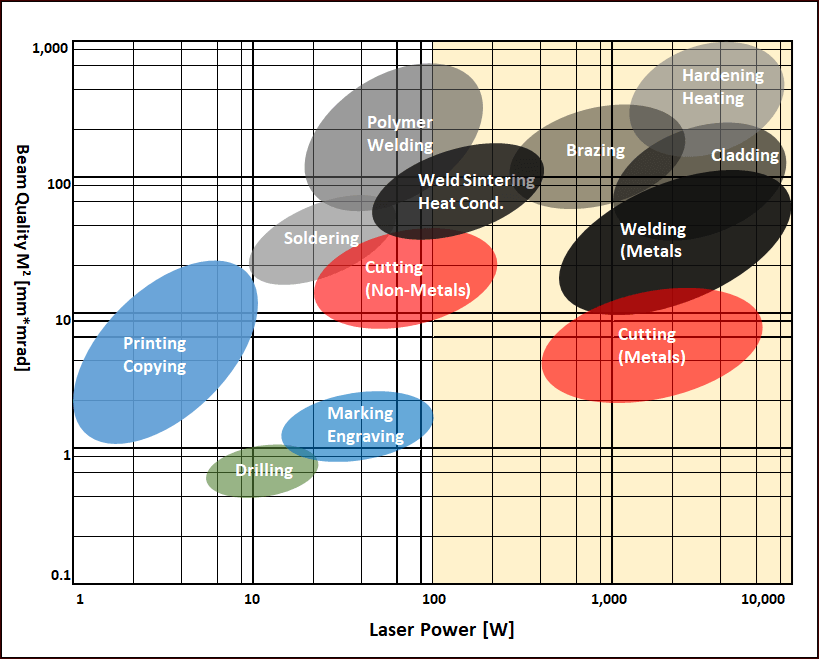 This chart shows how different laser sources match with various applications based on power requirements and beam quality needs.
This chart shows how different laser sources match with various applications based on power requirements and beam quality needs.
Finally, what about average power and energy density? How do these affect application performance?
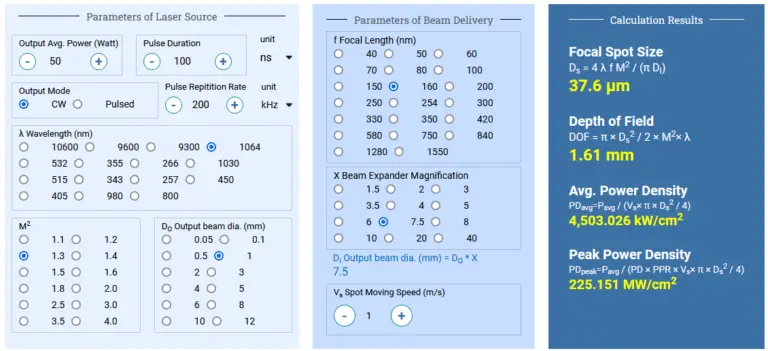
4. Average Power vs. Energy Density
Besides time compression, laser energy can be concentrated through focal lenses in space dimension, increasing energy density. Laser source beam quality determines the smallest possible focus size - no matter how good your lenses are, poor beam quality limits spot size.Not every application needs small spot sizes. Laser welding, cleaning, sintering, and surface hardening need larger spots for performance.
Ultrafast Lasers - The Cutting Edge:
Ultrafast lasers (picosecond and femtosecond) represent a special category where extremely short pulse durations create unique processing capabilities. These lasers deliver energy so quickly that materials undergo direct vaporization with minimal heat transfer to surrounding areas.
The key advantage of ultrafast lasers is their ability to achieve "cold processing" - they can machine materials with virtually no heat-affected zone (HAZ). This makes them ideal for processing heat-sensitive materials, creating extremely fine features, and working with transparent materials that would normally transmit longer laser wavelengths.
While their average power may be modest (typically under 50W), the instantaneous peak power reaches gigawatt levels, enabling precision machining that's impossible with conventional lasers.
Application power ranges:
- Micromachining: Less than 50W average power but higher peak power
- Marking/engraving: 20-100W average power
- Non-metal cutting: 30-400W (mostly CO2 laser)
- Metal cutting: 700-10,000W depending on thickness
- Welding/surface treatment: 500-10,000W for metals, 10-500W for organics
This is extremely helpful! Now I understand the key considerations for selecting the right laser source for different applications.
You're welcome! Remember that matching wavelength to material absorption, considering maintenance requirements, and selecting the right power/operation mode for your specific application are the most important factors in choosing the optimal laser source.